振动筛修复方案
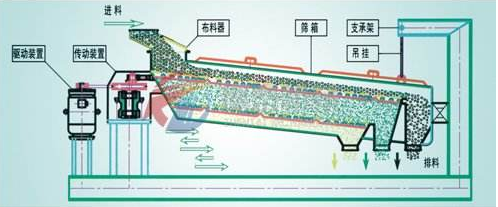
振动筛是利用振子激振所产生的往复旋型振动而工作的。振子的上旋转重锤使筛面产生平面回旋振动,而下旋转重锤则使筛面产生锥面回转振动,其联合作用的效果则使筛面产生复旋型振动。其振动轨迹是一复杂的空间曲线。该曲线在水平面投影为一圆形,而在垂直面上的投影为一椭圆形。调节上、下旋转重锤的激振力,可以改变振幅。而调节上、下重锤的空间相位角,则可以改变筛面运动轨迹的曲线形状并改变筛面上物料的运动轨迹。 
(一)、施工条件:
1.施工时基材表面温度必须大于露点温度3℃,相对湿度必须低于60%;
2.建议施工15℃~32℃环境温度下进行;
(二)、制定施工方案:
1.根据新设备或图纸,确定修复后设备应达到的外廊尺寸;
2.制作相应尺寸模具;
(三)、表面处理工艺:
1. 对设备冲蚀缺损部位进行补焊;
2. 脱脂、除潮处理:去除工件表面的油脂,使用新棉纱擦拭工件表面。用氧气乙炔将火焰调整到10CM长,以5cm/min的速度,使火焰反复均匀烘烤工件表面,去除工件表面的油脂和潮气;
3. 喷砂除锈:去除工件表面的氧化层,目视检查,喷砂面可见均匀的金属本色。喷砂处理完的工件不允许用带油脂手套直接接触喷砂面,喷砂处理后工件要注意防潮。对不需要处理的部分,做好遮盖保护;
(四)、耐磨防腐材料选材:(参照产品介绍)
1.NPT-C-18耐磨修复材料
2.NPT-C-100耐磨修复材料
3.聚脲耐磨修复材料 (使用说明参照产品介绍)
(五) 施胶工艺:
1.先预热已喷砂的设备,再将NPT-C-18耐磨修复材料按A:B双组份(重量)38:1比例混合搅拌均匀,用批刀或塑料刮板涂敷于设备磨损部位;
2.初固后,将NPT- C-100耐磨修复材料按按A:B双组份(重量)38:1比例充分混合搅拌,用加热后的涂覆工具均匀涂覆于在初次施胶面表层,进行表面处理;
3.加温固化:a.完成施胶的工件,在常温30℃(室温25℃)条件下24—36小时完全固化;
b.在加温炉中100℃加热1小时完全固化;
(六)、研磨验收:
1.研磨:加温固化后的工件严格按照工件的尺寸进行研磨处理,打磨至标准尺寸;
2.验收:按照设备组装标准进行组装,达到设备正常运行标准;
3.喷漆:经检验合格后,对工件进行喷漆,要求喷漆表面均匀,不允许有流挂现象;
上一篇:高温烤箱密封修复方案
下一篇:发动机缸的修复解决方案

 售前咨询专员
售前咨询专员