脱硫塔防腐方案
湿法脱硫工艺是目前世界上技术最为成熟、应用最为广泛的脱硫工艺。湿法脱硫是通过循环液与烟气接触,发生化学反应,以达到脱硫效果。燃煤产生的高温烟气中含有大量的SO2、SO3、NOx、HCl、HF等强腐蚀性的酸性气体,经过降温和在吸收塔内完成脱硫反应后,部分SO3与烟气中的水分结合形成具有强腐蚀性的硫酸冷凝液。绝大部分的SO2、HCl、HF与脱硫剂反应后生成硫酸、亚硫酸、盐酸和氢氟酸,脱硫系统中会形成低pH的腐蚀环境,从而在设备上产生点蚀、缝隙腐蚀、应力腐蚀等各种类型的化学和电化学腐蚀。此外,烟气中的固体颗粒会对吸收塔之前的设备如挡板、风机叶片等造成磨损。脱硫反应完成后,烟气中的大部分固体颗粒最终进入吸收浆液,与浆液中的固体颗粒一起对吸收塔中的非金属内衬和构件产生冲刷磨损,对金属构件则会产生电化学腐蚀与磨损相结合的磨蚀。因此,在整个脱硫系统中,腐蚀、磨损与磨蚀并存,运行条件十分恶劣。


一、表面处理工艺:
1. 对设备冲蚀缺损部位进行补焊;

2. 脱脂、除潮处理:去除工件表面的油脂和潮气;
二、耐磨修复材料选材:(参照产品介绍)
1.NPT-C-30耐磨修复材料
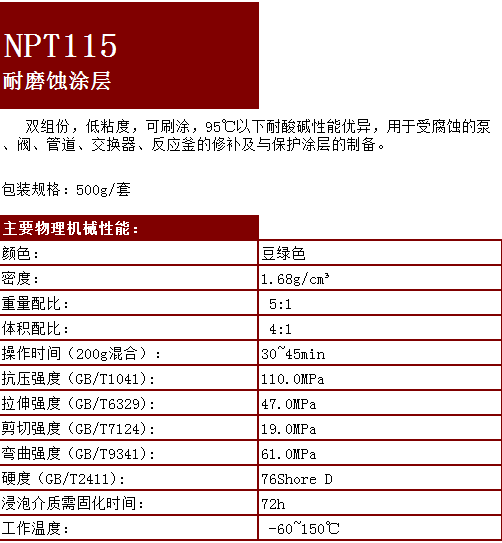
2NPT-115耐腐蚀金属修补剂
三、施胶工艺:
1.用热风机对脱硫塔内部进行加温至30-40℃。
2.将NPT-C-30耐磨修复材料按38:1比例混合搅拌均匀,用喷涂机将耐磨修复材料喷涂于脱硫塔内壁,朝一个方向涂覆;(或用喷涂机喷涂于脱硫塔内壁),使用刮板将涂层的材料修理平整、光滑。
3.或者用NPT-115耐磨蚀涂层按5:1比例充分混合搅拌,用塑料刮板将搅拌后均匀涂覆在初次施胶面表层,进行表面处理,使表面平整、光滑;
;
4.固化:在常温30℃条件下,24小时完全固化。
四、研磨、验收
1、研磨:用研磨设备将固化后的脱硫塔内壁打磨平整。
2、验收:要求设备表面光滑平整,无气孔、无缺陷。
上一篇:纸机导辊腐蚀磨损修复方案
下一篇:电厂除盐水箱防腐方案

 售前咨询专员
售前咨询专员