输送机循环叶片耐磨修复方案
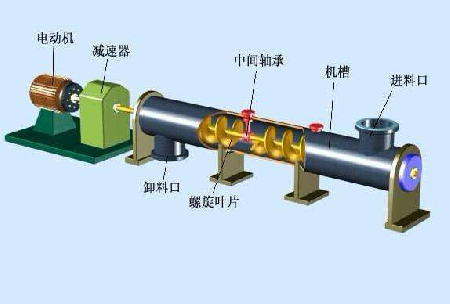
螺旋输送机是煤炭、治金、建材、化工、粮食及机械加工等部门广泛应用的一种连续输送设备,适用于水平或倾斜输送粉状、粒状和小块状物料。螺旋叶片靠自身与物料的摩擦力推动着物料前进,这就增加了螺旋叶片的磨损。其耐磨性能直接影响螺旋输送机的运行效果。

一、表面处理工艺
1.用高压水将叶片冲洗干净
2.对设备磨损严重部选用与设备基材同材质或接近的焊条补焊。
3.脱脂、除潮处理:用氧气乙炔将火焰调整到10CM长,以5cm/min的速度,使火焰反复均匀烘烤工件表面,去除工件表面的油脂和潮气;
4. 喷砂除锈:去除工件表面的氧化层,目视检查,喷砂面可见均匀的金属本色。喷砂处理完的工件不允许用带油脂手套直接接触喷砂面,喷砂处理后工件要注意防潮。对不需要处理的部分,做好遮盖保护。
二、耐磨修复材料选材:(参照产品介绍)
1.NPT-J-30耐磨材修复料:
2.设备专用修复面漆
三、施胶工艺:
1.先预热已喷砂的设备,将NPT-J-30设备专用修复材料A、B组份按4:1比例(重量)混合搅拌均匀,用批刀或塑料刮板将混合后的耐磨修复材料涂于叶片磨损部位,朝一个方向涂覆,使用刮板将涂层表面修理平整、光滑;
2.初固后,将设备专用修复面漆按比例混合后,用喷涂或涂刷的方法涂覆于工件表面,进行表面处理,使修复面平整、光滑;
3.加温固化:在加温炉中120℃条件下,加热3小时完全固化。
四、研磨、验收:
1.研磨:对加温固化后的设备进行研磨处理,打磨至设备的标准尺寸。
2.验收:按照设备组装标准进行组装,达到设备正常运行标准。
3.喷漆:经检验合格后,对工件进行喷漆,要求喷漆表面均匀,不允许有流挂现象

上一篇:立式磨机选粉口磨损修复方案
下一篇:转子称耐磨修复方案

 售前咨询专员
售前咨询专员